· Thomas Webb · Engineering · 4 min read
Automotive PCB Requirements
Understand automotive PCB requirements — AEC-Q standards, IATF 16949, temperature grades, material selection, reliability testing, and design considerations for automotive-grade circuit boards.

Quick Answer
Automotive PCBs must meet stringent requirements including AEC-Q100 component qualification, IATF 16949 manufacturing certification, wide temperature range (-40°C to +125°C), and enhanced reliability testing. Key standards are IPC-6012DA (automotive addendum) and ISO 26262 for functional safety.
Automotive electronics must operate reliably under extreme conditions — wide temperature ranges, vibration, humidity, and chemical exposure — for 15+ years. This demands PCBs that far exceed consumer-grade requirements.
Automotive Temperature Grades
| Grade | Temperature Range | Application |
|---|---|---|
| Grade 0 | -40°C to +150°C | Under-hood, near engine |
| Grade 1 | -40°C to +125°C | Engine compartment, exterior |
| Grade 2 | -40°C to +105°C | Passenger compartment |
| Grade 3 | -40°C to +85°C | Infotainment, body electronics |
Key Automotive Standards
IATF 16949
- Quality management system standard for automotive suppliers
- Required by all major OEMs (Toyota, VW, GM, Ford, etc.)
- Covers: process control, traceability, corrective actions, continuous improvement
- PCB manufacturers serving automotive must be IATF 16949 certified
AEC-Q Standards (Components)
- AEC-Q100: Qualification for ICs
- AEC-Q101: Discrete semiconductors
- AEC-Q200: Passive components
- Components meeting these standards are “automotive qualified”
IPC-6012DA
- Automotive addendum to IPC-6012 for rigid PCBs
- Additional requirements beyond standard Class 3
- Enhanced plating, cleanliness, and reliability testing
PCB Material Requirements
Substrate
- Minimum Tg: 170°C (High-Tg FR-4) for Grade 1-2
- CTE control: Low Z-axis CTE to prevent via barrel cracking during thermal cycling
- CAF resistance: Must pass CAF testing (no conductive filament growth under voltage bias + humidity)
- Halogen-free: Required by many OEMs for environmental compliance
Copper
- Minimum plating: 25um in via barrels (IPC Class 3 minimum)
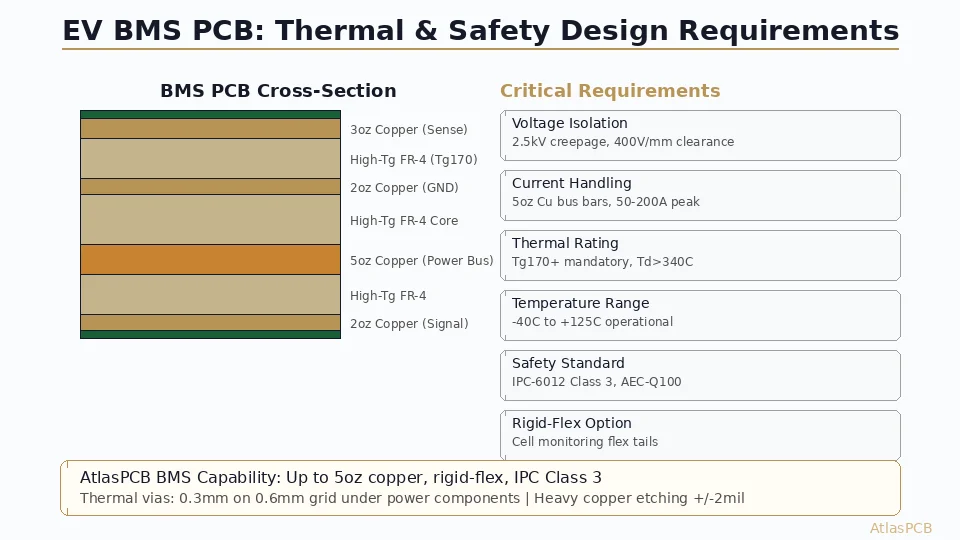
- Heavy copper: 2oz+ for power electronics (EV/HEV battery management, motor drives)
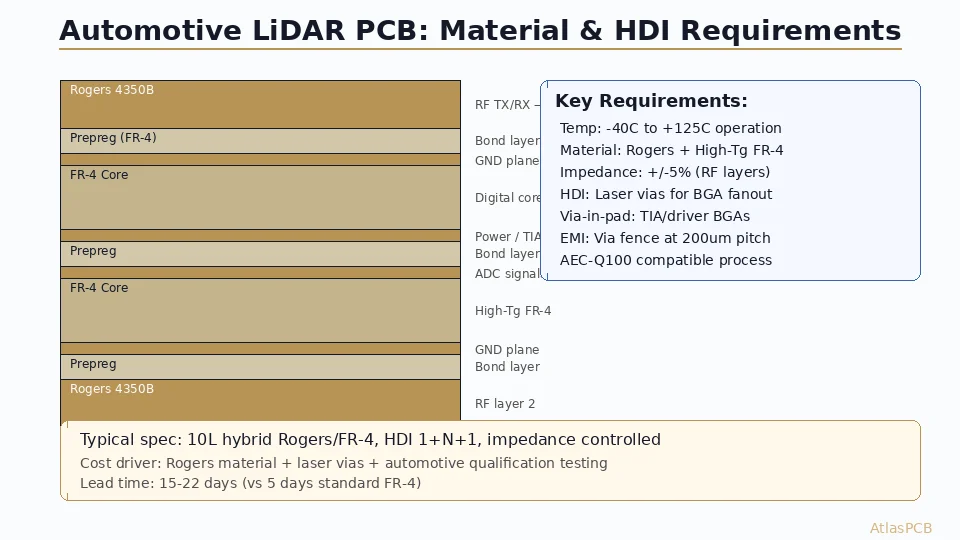
- Roughness: Consider RTF or VLP for high-frequency ADAS applications (radar, lidar)
Surface Finish
- ENIG: Most popular for automotive (long shelf life, fine-pitch compatible)
- ENEPIG: For wire bonding applications (sensors, power modules)
- OSP: Only if assembly happens within days of fabrication
Reliability Testing
Thermal Cycling
- IST (Interconnect Stress Testing): Rapid thermal cycling of via structures
- Standard test: -40°C to +125°C, 1000-2000 cycles
- Acceptance: No increase in resistance >10% after cycling
Thermal Shock
- Solder float test: 288°C for 10 seconds minimum
- Verifies plating adhesion and laminate integrity
- Required for every production lot
CAF Testing
- Conductive Anodic Filament resistance
- Boards held at 85°C/85%RH with voltage bias (50-100VDC) for 500-1000 hours
- Monitor insulation resistance between conductors
- No failures allowed
Cleanliness
- Ionic contamination: <1.56 ug NaCl/cm2 (IPC standard), many OEMs require <0.75
- ROSE test (Resistivity of Solvent Extract) or ion chromatography for specific ion measurement
- Critical for preventing electrochemical migration
Design Considerations
Vibration Resistance
- Avoid large, heavy through-hole components on single mounting points
- Use wide traces and generous annular rings for mechanical strength
- Stiffener brackets for large connectors
- Conformal coating to prevent fatigue cracking
Thermal Management
- Automotive temperature range is extreme — design thermal paths from the start
- Thermal vias under power components
- Consider aluminum MCPCB for LED and power applications
- Copper coin inserts for high-power IGBTs
Traceability
- Every board must have a unique identifier (laser-marked 2D barcode)
- Full material lot traceability (laminate, copper, chemicals)
- Process parameter recording for every production lot
- 15+ year record retention required by most OEMs
Automotive PCB Market Trends
- Electrification: EV/HEV powertrains drive demand for heavy copper, high-voltage isolation, and power module PCBs
- ADAS: Radar (77 GHz), lidar, and camera systems require high-frequency RF PCBs and HDI
- Connected vehicles: V2X communication, 5G connectivity, and infotainment systems
- Autonomous driving: Massive computing power requires complex, high-reliability multi-layer boards
Conclusion
Automotive PCBs require a fundamentally different approach from consumer electronics — higher material grades, stricter process controls, more extensive testing, and complete traceability. The cost premium (30-100% over consumer-grade) is justified by the extreme reliability requirements and long service life. Partner with IATF 16949-certified manufacturers who have established automotive supply chain experience and the testing infrastructure to validate every production lot.
Further Reading
[HDI PCB Design Guide: Stackup Rules, Via Structures & DFM Checklist]/blog/hdi-pcb-design-guide/)
[High-Multilayer FR4 vs Standard FR4: When to Upgrade Material Grade]/blog/high-multilayer-fr4-vs-standard-fr4/)
[ENEPIG vs ENIG: Which PCB Surface Finish for Your Design?]/blog/enepig-vs-enig/)
[PCB Surface Finish Guide: HASL, ENIG, OSP and More Compared]/blog/pcb-surface-finish-guide/)
[IPC Class 3 Requirements: The Complete Guide for Designers]/blog/ipc-class-3-requirements/)
[PCB Thermal Management: Heat Dissipation Techniques for Reliable Electronics]/blog/pcb-thermal-management/)
[Heavy Copper PCB: Design Rules, Manufacturing Limits, and Thermal Management]/blog/heavy-copper-pcb/)
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our full PCB manufacturing capabilities, or get an instant online quote . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
Frequently Asked Questions
What certifications do automotive PCBs need?
What temperature range must automotive PCBs withstand?
- automotive PCB
- AEC-Q
- IATF 16949
- reliability